 技術資料ダウンロード
技術資料ダウンロード ご相談・お問い合わせ
ご相談・お問い合わせステンレス(難削材sus304、sus316(L)、sus630)の旋盤加工|キュリアス精機株式会社(愛知県)
今回の記事では、ステンレス(難削材sus304、sus316(L)、sus630)の旋盤加工のポイント4つに分けてご紹介します。
ステンレス鋼(SUS)について
ステンレス鋼(SUS)は、耐食性が高く、錆びにくいため、食品・医療用機械、建材、工作機械用部品など様々な製品に使用されています。
ステンレス鋼にも様々な種類があり、硬度が高いマルテンサイト系(SUS410、SUS430、SUS630)や錆びに強く耐熱性も高いオーステナイト系(SUS303、SUS304、SUS316)、価格が安く溶接性が高いフェライト系(SUS430)などの種類に分かれています。
ステンレスの切削性について
ステンレスは耐食性が強く、外観性が高いなどの特徴を持つ金属ですが、切削しにくい材料でもあります。
熱伝導性が低いため、切削加工の際、工具の先端部分に熱が溜まりやすくなってしまいます。その結果、工具の先端部分の破損や材料であるステンレスが熱の影響を受けやすくなってしまいます。また、粘性が高く、加工硬化もしやすいです。
ステンレスの中でも特に切削加工が難しい材質(難削材)は以下の通りです。
SUS304
SUS304は、難削材ですが、耐食性に優れているため、様々な用途や製品に使用されています。また、その他のステンレス鋼と比較しても価格が低く、機能と価格 両方に優れた、コストパフォーマンスの高いステンレス鋼です。
SUS316
SUS316は、SUS304と比較してモリブデンとニッケルの含有量がSUS304よりも多いため、耐食・耐孔食に対する耐性が高い金属です。
SUS316L
SUS316Lは、SUS316と比較して炭素量が少ないため、切削性には優れません(切粉が詰まりやすい)が、耐食性には優れた材質です。
SUS630
SUS630は、原材料が高く、製造が難しいなどの理由から他のステンレス鋼よりも高価な素材です。耐食性はオーステナイト系に劣りますが、フェライト系よりも良好なため精密性が求められる機械部品に使われています。
ステンレス(難削材sus304、sus316(L)、sus630)旋盤加工方法のポイント(量産加工を行うための)
切削加工が難しいステンレスの中でも特に難削材にあたるのが、SUS304、SUS316(L)、SUS630です。
当社では、難削材ステンレスの旋盤加工にも対応しています。その際の加工におけるポイントについてご紹介いたします。
1.切削速度の調節
ステンレスは、先述した通り、他の材質と比較し熱伝導性が低いため、切削速度を遅くして加工を行う必要があります。当社では、下記のように材質に合わせた切削速度で加工をしています。
・SUS304:80m/分
・SUS316(L):70m/分
・SUS630:70m/分
(・sus303:100m/分)
2.切粉を切るツールパスの実施
切粉を切るツールパス(インチング)を実施することで、外径や内径に切粉が絡まらないようにすることができます。それにより、機械の稼働率の向上を実現しています。
3.クーラント(切削油)のかけ方の工夫
クーラントは、ワークと刃具表面に油の膜を作り、潤滑・冷却・洗浄をする役目を果たします。ステンレスは、旋盤加工時に熱が逃げにくいため、高温になりやすく、刃具の寿命も短くなります。その発熱を抑えるためにクーラントが大事になります。
当社では、ステンレスの加工時は、高圧クーラントを利用して切削点にピンポイントでクーラントがかかるようにするといった工夫をすることで、刃具の冷却を行い、長く使用することができ、切粉の処理も同時に行っています。
4.振動切削により、切粉が切れやすくする
ステンレス旋盤加工の際は、工具とワークの間に切粉の詰まりが発生しやすいため、加工方法を工夫し、切粉の詰まりを防止する必要があります。
振動切削は、ワークを切削方向に振動させ、同時制御により「振動」と「主軸の回転」を制御して切削する加工方法です。切削時にエアカットの時間を設けることができ、切粉を分断して切削することができます。
当社では、振動切削ができる付加価値装置が付いた自動盤を保有しているため、ステンレスの難削材の加工においても、切粉の処理を容易に行うことが可能です。
ステンレス材の旋盤加工 製品事例
カーエアコン用 エキスパンションバルブ

こちらは、カーエアコン用 エキスパンションバルブ部品です。
本製品は、削る量が多く、切粉の処理が重要です。また難削材のため、刃具の寿命が短くなることを防ぐ必要があります。
そのため、高圧クーラントを利用して切削点にピンポイントで切削油がかかるようにすることで、刃具の冷却と切粉の処理を同時に行っています。
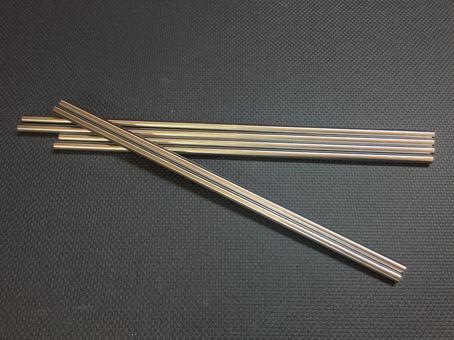
航空機主翼のフラップ用パイプ

こちらは、航空機の主翼フラップの制御用パイプです。
難削材であるSUS630を使用しており、自動盤で、小径深穴加工を行っています。小径深穴加工(内径φ1.5 L30㎜ D/L=20倍)をするために自動盤に20MPaのクーラントポンプを使用し、小径ロングドリル、小径ガンドリルに対応させております。
ステンレス難削材の旋盤加工における量産は、量産自動盤加工.comにお任せください!
こちらの記事では、ステンレス難削材(sus304、sus316(L)、sus630)の旋盤加工による量産加工についてご紹介しました。
量産自動盤加工.comでは、自動盤により、鉄・SUS・アルミなどの金属を月産1万個から100万個以上、量産加工を行っています。
高品質の加工品を安定供給するための加工、検査、表面処理まで量産ラインにおける一貫体制を敷いており、品質管理体制も万全です。
高精度なステンレス難削材の加工でお困りの方は、ぜひ当社までお問い合わせください。
お問い合わせ・ご相談は、電話またはメールフォームより承ります。
営業時間 / 平日8:00~17:00