技術資料ダウンロード
技術資料ダウンロード ご相談・お問い合わせ
ご相談・お問い合わせ従来は主軸側のみを使用し、正面(φ6)とクロス穴(φ8)の加工を繰り返すことで、クロス穴でのバリの発生を防いでいました。しかし、この方法では刃物を交互に使用する必要があるため、加工時間が長くかかるという課題がありました。
ダイヤフラムチャック導入による同軸度向上と生産効率の最適化
| 提案内容 | 主軸側+背面側で加工を分担する |
|---|---|
| 提案効果 | 加工時間の短縮 |
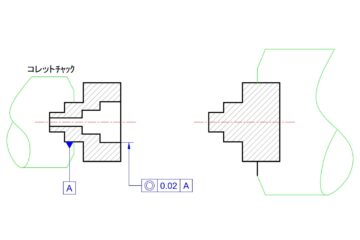
Before
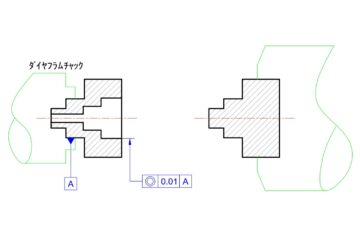
After
そこで、主軸側の穴を先に加工し、その後、背面側からバリ取りカッターを使用して加工する方法を提案しました。この設計変更により、従来は主軸側のみで行っていた加工を主軸側と背面側で分担することが可能となり、加工時間の短縮を実現しました。
ポイント
従来、自動盤加工後にNC旋盤で仕上げ加工を行い、同軸度を満たしていたのを、自動盤工程内で集約することで、コストダウンとリードタイムの短縮を実現できます。従来は、自動盤加工後にNC旋盤による仕上げ加工を行うことで同軸度を確保していました。しかし、本改善により、自動盤加工内で精度を確保できるようになったため、工程の集約が可能となり、コスト削減(後工程の削減による工数低減)とリードタイム短縮(加工時間の大幅な短縮)実現しました。
ダイヤフラムチャックの導入は、精度向上のみならず、生産効率の最適化にも寄与する有効な改善策といえます。